Item Requirements
○ Article Name: Design for SLM (Selective Laser Melting) manufacturing of a
combustion chamber, and Fabrication of chamber subcomponents by using the SLM
process
○ Type and Quantity
Item No.
Item
Q'ty
1
Design for SLM(Selective Laser Melting) manufacturing of a
combustion chamber, and Fabrication of chamber subcomponents
by using the SLM process
- SLM manufacturing of injectors (1 set)
- Design for SLM manufacturing of a combustion chamber (3 parts)
- SLM manufacturing of a cylindrical part of the combustion chamber (1 part)
1 set
○ Latest Delivery Date: December 23rd, 2019
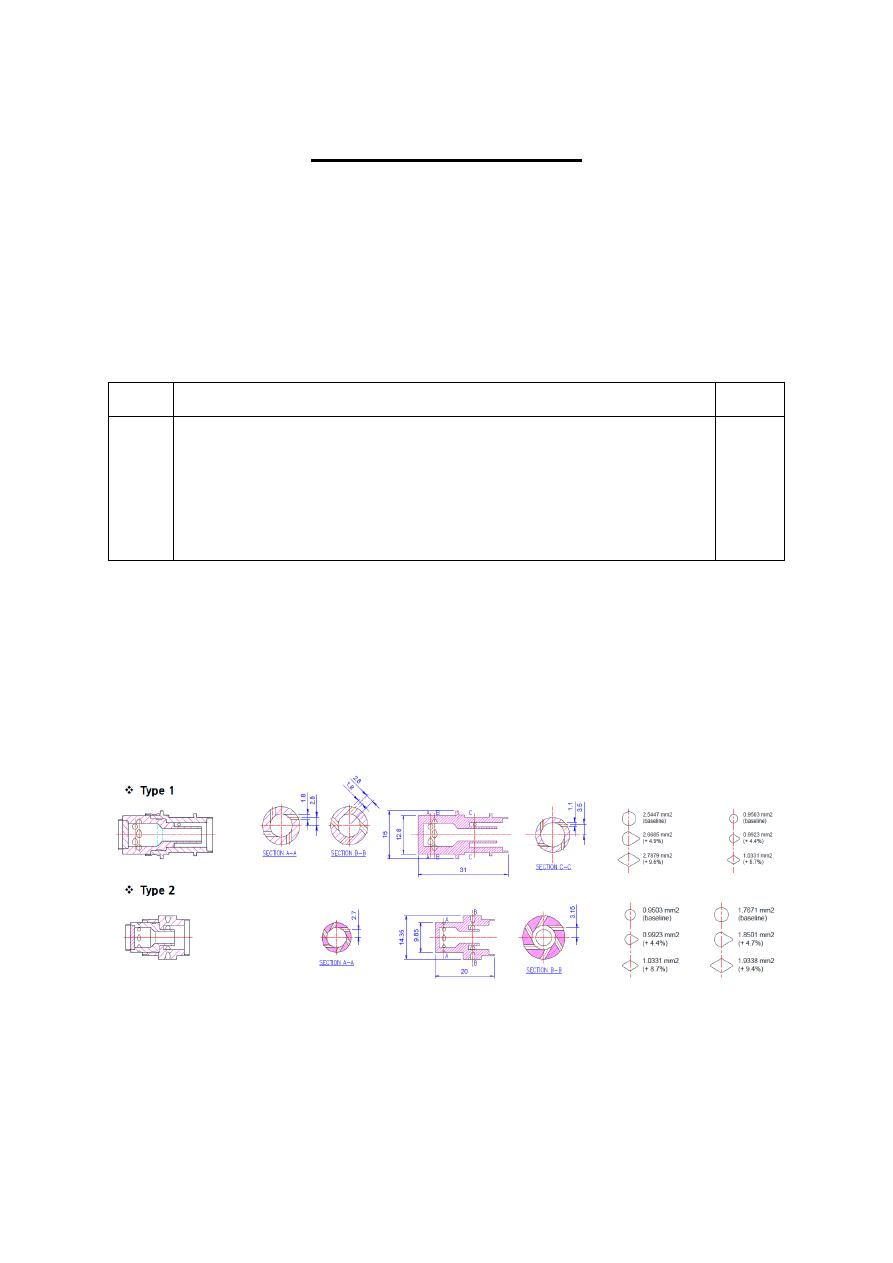
○ Requirements for injectors
Two types of injectors (Type 1 and Type 2) are manufactured using the SLM process as
shown below, and three different shapes of holes are used for a given type.
Six different designs in combination of type and hole shape are printed five each, totaling
thirty injectors in one batch. Repeat the fabrication process three times and evaluate the
deviation with fifteen copies of an injector design. UNS S31603 (STS 316L) in powder from
shall be used as material for injectors, and a post-processing heat treatment shall be
performed for stress relief of the injector parts. The table below lists numbers of printed
injectors for type 1 and 2. Total number of manufactured injectors is 90. The printed injectors
shall be delivered to KARI (Korea Aerospace Research Institute) as soon as fabricating
process is completed, regardless of latest delivery date. In the final delivery of the entire article,
the delivery process shall be proceeded with the injectors KARI has received in advance.
Injector
Type 1
Type 2
Production times
3
3
Number of Different Hole Shapes per type
3
3
Copies of an Injector Design per Production
5
5
Number of printed injectors
45
45
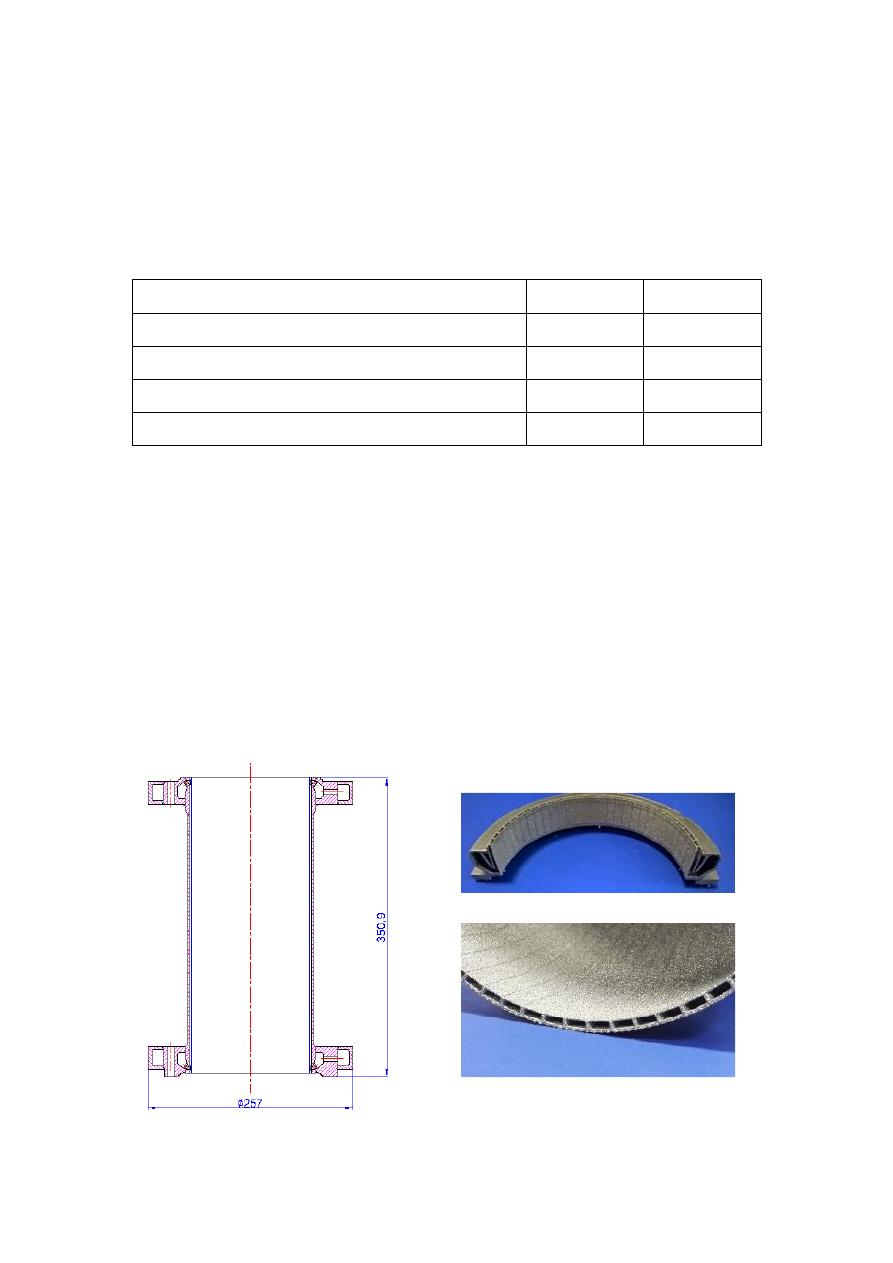
○ Requirements for the cylindrical part of a combustion chamber
The design of the cylindrical part of a combustion chamber shall be modified to an SLM-
applicable form and the contractor shall provide a recommendation for such modification
through the consulting process with KARI. The SLM process shall be used to fabricate the
cylindrical part. KARI will provide a drawing required for fabrication but a modification of the
drawing for a SLM process shall be done by the contractor. Inconel 718 in powder form shall
be used as material and a heat treatment shall be applied after the SLM process for stress
relief.
Similar shape of the section
Coupons for tensile tests shall be produced with the cylindrical part simultaneously, and
provided to KARI so that the mechanical properties of the printed material be verified;
approximately, ten coupons are desirable, but number of coupons can be adjusted depending
on the technical limitation.
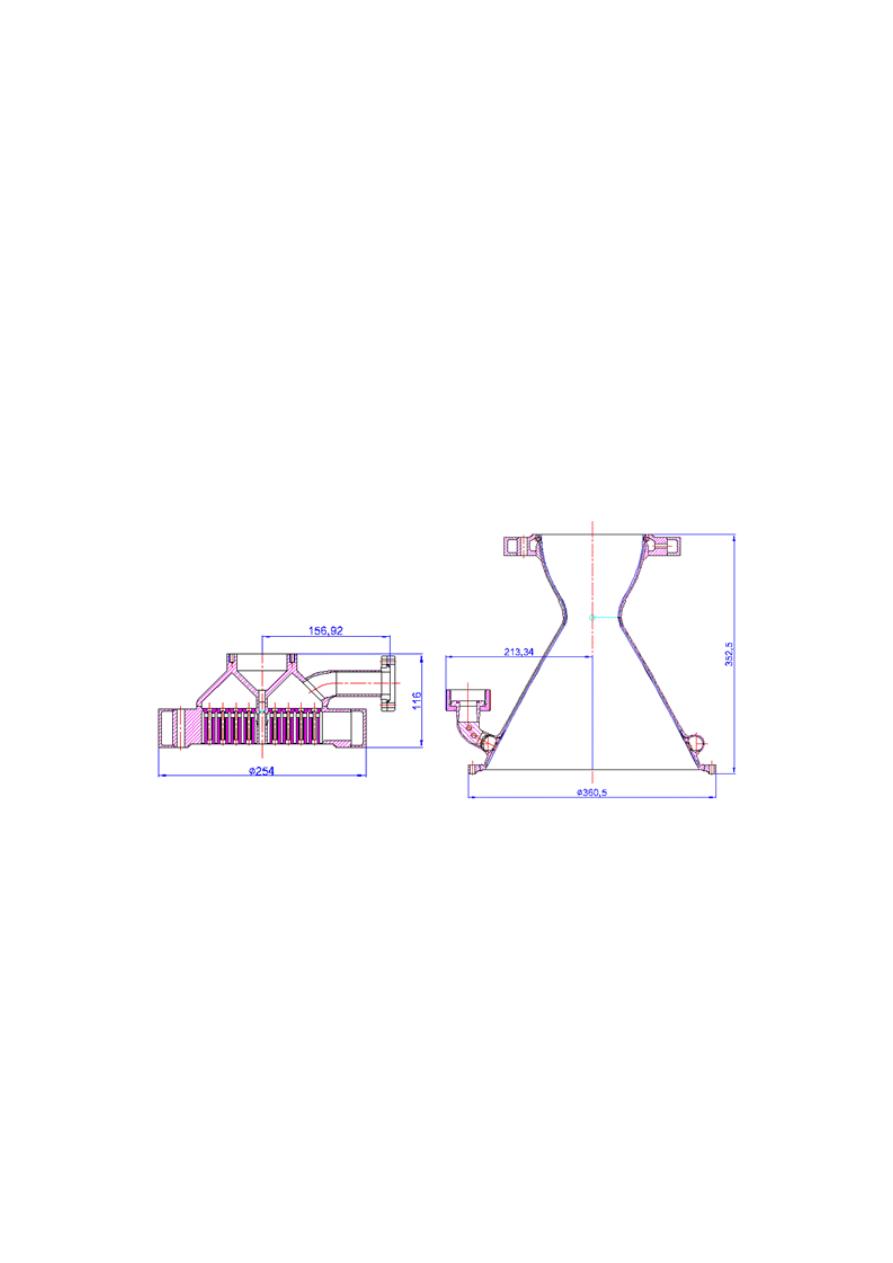
○ Requirements for head and nozzle parts of a combustion chamber
Design of the head and nozzle parts of a combustion chamber shall be modified to an SLM-
applicable form, and the contractor shall provide recommendations for such modifications.
KARI will provide a drawing required for modification but a modification of the drawing for a
SLM process shall be done by the contractor. Manufacturing of these parts is not included in
the contract, and CAD files for the completed design shall be delivered as a result of the design
consulting service.
○ Precautions
- All products shall be manufactured by the SLM (Selective Laser Melting) process
- All products shall be stress relieved and the report of heat treatment shall be delivered
- All products shall go through either sand blasting or shot-peening
- The production recipe and report shall be provided.
- All data generated by this contract shall not be conveyed to the third party without a prior
approval of KARI, and must be destructed upon termination of the contract.
- KARI engineers may visit the manufacturing site to examine the SLM process.
- The Contractor shall provide photographs and videos of the production process.
- Dimensional accuracy and surface roughness after surface treatment are required as follows:
Dimensional Accuracy
Surface Roughness
Injectors
± 20∼50 ㎛
Ra 5 ± 2 ㎛
Cylindrical Part
± 0.2 %
Ra 4 ∼ 6.5 ㎛
○ Payment terms
Payment for the contract shall be made as follows:
Ratio
Payment terms
10% ± 5%
After signing the contract
50% ± 5%
Delivery of the design
40% ± 5%
Deliver of all parts
